Commercialising biobutanol from renewable resources
Issue: Biofuels
26 November 2013 article

1-Butanol (butyl alcohol or n-butanol) is a four-carbon, straight-chained alcohol with a molecular formula of C4H9OH and a boiling point of 118 °C. 1-Butanol is an important chemical precursor for paints, polymers and plastics with a global market estimated to be 3 million tonnes per annum and worth approximately US$5 billion.
BY EDWARD M. GREEN
Most 1-Butanol produced today is synthetic and derived from a petrochemical route. Synthetic butanol production costs are linked to the propylene market and are extremely sensitive to the price of crude oil.
Renewable 1-butanol or biobutanol is produced from the fermentation of carbohydrates in a process often referred to as the ABE fermentation, after its major chemical products: acetone, butanol and ethanol. The ABE fermentation is a proven industrial process that uses solventogenic clostridia to convert sugars or starches into solvents under anaerobic conditions. The fermentation occurs in two stages: the first is a growth stage in which acetic and butyric acids are produced; and the second stage is characterised by acid re-assimilation into ABE solvents.
Biobutanol is an attractive and versatile liquid transportation biofuel. Biobutanol can be blended with petrol, diesel and even ethanol. It fits the existing fuel infrastructure, has a better energy density and performance than ethanol and can be made from more sustainable feedstocks than biodiesel. Therefore, biobutanol has the potential to substitute for both ethanol and biodiesel in the global biofuel market estimated to be worth US$185 billion by 2021, according to cleantech market intelligence firm Pike Research. In addition, 1-butanol can be dehydrated to 1-butene and catalysed into longer chain oligomers for jet fuel applications.
The butanol fermentation

The ABE fermentation process was first developed in the UK in 1912 and commercial production quickly spread around the globe during the First and Second World Wars; first to produce acetone for ammunitions and then later to produce butanol for paint lacquers. The fermentation process fell out of favour in the USA and Europe in the 1950s when renewable solvents could no longer compete with their synthetic equivalents on price. Some production via fermentation remained in China, Russia and South Africa until the early 1980s.
China leads efforts to re-commercialise the ABE fermentation process using corn starch: over US$200 million has recently been spent on six to seven plants with a combined solvent capacity of 0.21 million tonnes per annum. Conventional distillation is used to recover solvents. Today, all the plants in China are idle, largely due to the high cost of starch. Green Biologics is working closely with Laihe Rockley on a commercial project in Songyuan, China (Fig. 1), to convert waste corn residues to solvents and, in June 2012, successfully completed a commercial trial at 3.2 million-litre scale. Approximately 50 tonnes of cellulosic-derived biobutanol was purified and shipped to the USA for chemical and biofuel testing. Biofuel performance has been validated using a ‘Smart’ car fuelled on 100% biobutanol (Fig. 2).
The fermentation challenges
There are three technical constraints (yield, titre and productivity) that affect the commercial viability of ABE fermentation. The butanol yield and titre that can be achieved are largely a function of the microbe. There are four main species: Clostridium acetobutylicum, C. saccharobutylicum, C. beijerinckii and C. saccharoperbutylacetonicum. Performance can be improved using chemical mutagenesis, specific genetic manipulation or a combination of both techniques. Volumetric solvent productivity impacts plant size and capital cost. Green Biologics estimate that a twofold increase in productivity reduces capital expenditure by 20% together with significant reductions in operating costs. Solvent productivity can be improved by deploying fed-batch or continuous operation. For example, the Chinese semi-continuous fermentation process offers 40% higher solvent productivity than a conventional batch process.
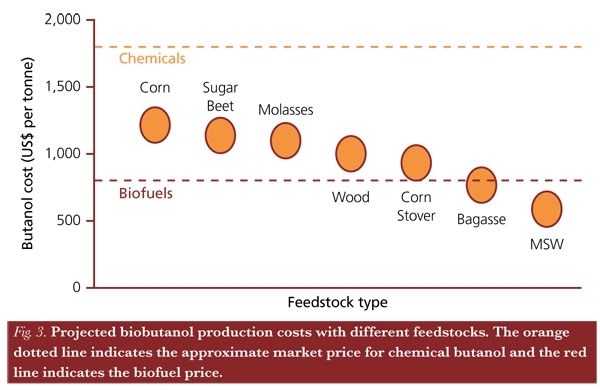
Feedstock selection also has a big impact on production cost (Fig. 3). In China, for example, corn starch contributes over 70% of the overall solvent production cost whilst energy for operations, including distillation, contributes 14% to the overall cost. Therefore, transition towards cheaper (non-edible) feedstocks offers the biggest opportunity for cost reduction. Utilisation of cellulosic and waste materials is more sustainable and offers greater reductions in greenhouse gas (GHG) emissions. Today, Green Biologics’ advanced fermentation process is economic on starch and sugar-based feedstocks when butanol is sold into the chemical market. Further cost reductions are anticipated from the utilisation of low-cost agricultural and forestry residues, including waste streams such as municipal solid waste (MSW).
Conclusions
The clostridial ABE fermentation is a proven large-scale industrial fermentation process that has been re-commercialised in China. Newly installed production capacity can be optimised and expanded with further improvements to the microbe and refinements to the fermentation process, including the conversion to cheaper cellulosic feedstocks. Also, the ABE fermentation process can be performed in existing sugar or starch ethanol plants with little modification. A low capital retrofit model provides an attractive option to rapidly deploy renewable 1-butanol production in the USA and Brazil.
The chemical market for 1-butanol is an excellent entry point for biobutanol because of the price premium. In order to penetrate the larger biofuel market, biobutanol still needs to compete on cost (priced on an energy basis) with ethanol despite biobutanol’s superior fuel properties. Reduction in feedstock cost offers the best opportunity, especially since clostridia are well suited for sugars derived from cellulosic material (they have a broad substrate range, including pentose sugars and tolerate typical feedstock inhibitors).
Further advances in biotechnology and engineering will drive down production costs. For example, microbial strain performance can be improved using advances in genetic manipulation together with improved genome sequence information and systems-based tools. Synthetic biology offers an exciting longer-term prospect, but advances require robust host strains capable of tolerating harsh industrial conditions.
A case study
Municipal solid waste (MSW) is an attractive feedstock for advanced biofuel production in the UK. Approximately 30 million tonnes are produced annually with supply chain logistics in place for collection. Most MSW ends up in landfill but, largely due to relatively high landfill taxes (currently £72 per tonne and rising to £80 per tonne in April 2014), alternative uses are becoming more attractive. For example, food waste alone (12.4 million tonnes p.a. is available) can support 1.5 million tonnes of biobutanol production p.a. or 2.4 million tonnes of ethanol production p.a. and save 3–4 million tonnes equivalent of CO2p.a. (North Energy Research Associates). This biofuel volume represents 3.7% of the total projected UK transport fuel needs for 2020.
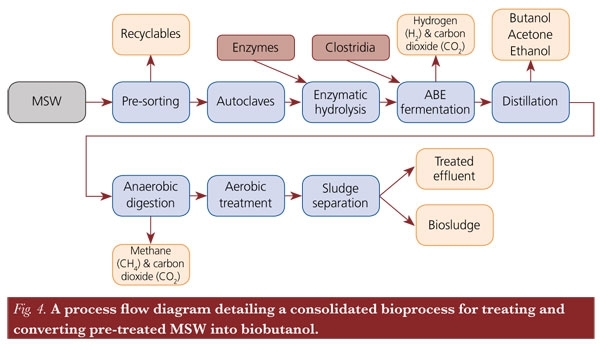
Green Biologics has determined the technical and economic feasibility of converting MSW to biobutanol in a two-year project supported by a grant from the Technology Strategy Board and performed in collaboration with AeroThermal Group Ltd, Biocatalysts Ltd and North Energy Associates Ltd. The partners developed, and demonstrated at pilot scale, autoclave pre-treatment technology, enzymatic hydrolysis and fermentation technology to produce biobutanol from MSW (Fig. 4). The key findings are:
- Solvent yields were comparable to yields achieved using pure sugars.
- An integrated plant in the UK capable of processing 250 kilotonnes of MSW p.a. would cost £82 million with an estimated payback time of six years.
- Life-cycle assessment demonstrates an 83.5% reduction in GHG emissions when compared to petrol produced from crude oil.
The use of MSW as a feedstock opens up new commercial opportunities for advanced biofuel production in the UK and Europe. GBL is now investigating routes for commercial demonstration.
Edward M. Green
Green Biologics Ltd, 45A Western Avenue, Abingdon, Oxfordshire OX14 4RU, UK
Email [email protected]; Tel. +44 (0)1235 435710
Image: The distillation train at the commercial ABE solvent plant in Songyuan, China operated by Laihe Rockley Green Biologics. Green Biologics test car fuelled with cellulosic biobutanol Green Biologics..