Acetone production during the First World War
29 May 2014
‘You can have my distillery’, and with these words in 1915–16 Colonel Gooderham generated the second largest fermentation process in the world.
In 1909 in Germany, the pharmaceutical company Badishe Anilin- und Soda-Fabrik (BASF) introduced synthetic indigo, dealing a severe blow to the Indian plantation industry. It was the British, however, that controlled the entire trade in indigo and a manufactured supply meant that an indigo monopoly no longer existed and the price of indigo fell. The German pharmaceutical industry, including BASF and Bayer, had also set its sights on synthetic rubber to replace natural rubber, caoutchouc. In order to avoid a repeat of the indigo disaster, the British scientific community, including Dr Francis Matthews, Nobel Prize winner Sir William Ramsey and Edward Strange, focused their attention on producing artificial rubber. On 17 December 1909, Matthews and Strange filed a patent describing a process that synthesised a natural rubber monomer, isoprene, from acetone and acetylene. Subsequently, by serendipity, Matthews left tubes on his bench while he went on holiday. On his return he saw that they had solidified as synthetic rubber. He managed to patent his discovery three months before the Germans independently discovered the process.
FIG. 1. CHAIM WEIZMANN

Professor William Perkin Jr at the University of Manchester also became involved with the Strange group and they hired Chaim Weizmann (who subsequently became the first president of Israel; Fig. 1) and Auguste Fernbach, who was a senior lecturer of industrial fermentation at the Pasteur Institute. This collaboration led to the filing of yet another patent on 29 June 2011 that covered the formation of acetone from a carbohydrate feedstock that included potato starch and acid-hydrolysed wood by fermentation using a butylic bacillus of the type Fitz. The idea of a second-generation ‘biochemical’ had arrived. This fermentation was a complex process that needed full anaerobic conditions, reduced pressure, potatoes as a carbon source and peptide supplements obtained by fermentation of autoclaved yeast cells with Tyrothrix tenius. Although the nature of both bacillus Fitz and T. tenius is unknown, (the cultures are lost), T. tenius is thought to belong to the Bacillus subtilis species.
Commercialisation
The commercial side of this adventure began on 11 May 1910 when The Research Syndicate Ltd was set up with £12,000 capital and a subsequent £20,000 of capital was then raised. More money was needed in 1912, and the Organic Products Syndicate Ltd was set up in May of this year. On 17 June 1912, Matthews presented Professor Perkin paper on synthetic rubber production at Burlington House. Sir William Ramsey stated ‘One almost feels, in circumstances like these, how easy it is to do the thing if one had only known how’. Sir Ramsey knew that he and the Strange/Matthews/Perkin group were about to launch one of the biggest and the most discussed initial public offerings of shares. On 1 July 1912, the Synthetic Products Company Ltd asked for the huge sum of £500,000. The offering caused much discussion throughout the British Empire, not always positive; a reporter from New Zealand who attended a demonstration of the synthesis of new rubber wrote ‘This miserable substance, which has been trumpeted as ‘tenacious’, ‘nervy’, etc., is no more equal to fine hard Para or plantation rubber than brown paper is the equal of shoe leather’. The bad news for synthetic rubber production didn’t stop there; the monopoly of Brazilian rubber was disrupted in 1912 when Malaysian plantations maturated and rubber prices fluctuated (generally downwards) over the next eight years, crashing from $1.02 to $0.115 per pound.
World War I
The Synthetic Products Company Ltd had started to extend their fermentation facility in Rainham, Essex (Fig. 2). In March 1912, Mr Kane, the work-manager at Rainham, discovered that a significant amount of acetone was formed besides the n-butanol they desired for butadiene synthesis. The importance of acetone production was not lost on Edward Strange, who understood the British government and especially the Admiralty needed acetone for cordite production. Mr Kane was not only involved in the acetone process development, but he reportedly isolated novel acetone- and butanol-producing strains and in 1912 he isolated ‘strain 160’ from barley. The strain was sent to Fernbach and his assistant Moïse Schoen in Paris and in 1916 it was subsequently sent to the acetone plant Les Usines De Melle, in France.
FIG. 2. FERMENTATION VATS BEING ERECTED AT SYNTHETIC PRODUCTS RAINHAM, ESSEX DURING THE AUTUMN OF 1912.

In the second half of 1912, the Synthetic Products Company began converting an oil-cake factory at Alexandra Dock in King’s Lynn into an acetone plant and, with a demonstration of acetone production to Nobel’s Explosives Company in November 1914, acetone production began at King’s Lynn. By April 1915, Blaire, Campbell & McLean, a Glasgow company, were contacted to deliver a continuous still capable of distilling 50,000 gallons of potato mash to produce 1.4 tonnes of acetone and 2.2 tonnes of butanol per day. The still was delivered in December 1915, and was commissioned in January 1916. By March 1916, the Synthetic Products Company still had problems fulfilling their contract with the Ministry of Munitions, resulting in the British government nationalising the King’s Lynn plant and renaming it His Majesty’s Explosive Factory (HMEF) King’s Lynn.
In the summer of 1912, Weizmann had been dismissed by Perkin over salary disagreements but he continued to work on butanol production from starch. However, the ‘eureka’ moment for Weizmann arrived in 1914 when he decided to try to isolate starch-degrading bacteria from maize meal, and in March 1915 he patented the strain he had obtained by adaptive laboratory evolution using 100 to 150 subcultures. Interestingly, the HMEF plant that had continued to use Mr Kane’s strain 160 switched to the Weizmann strain in the middle of 1916 and the plant ran continuously on maize until December 1916.
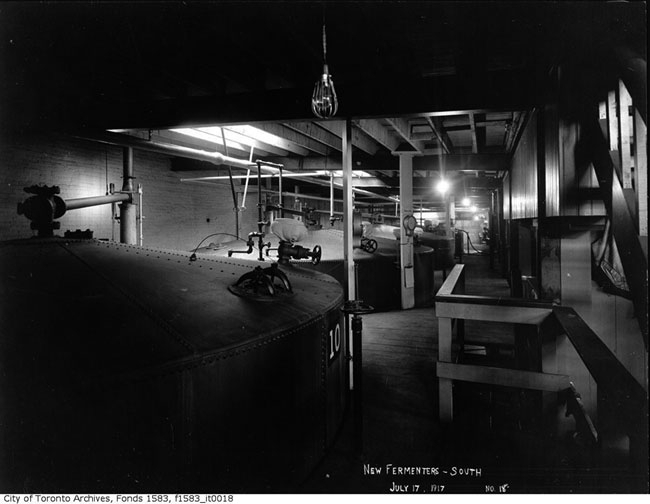
The continuing need for acetone production led to the scale-up of the Weizmann process to a 7,000 gallon scale at a plant in the Naval Cordite site in Holton Heath, Dorset, in early 1916. This move was not immediately successful as seven out of ten fermentations were failures and discharged onto the neighbouring heath – much to the displeasure of the neighbours. The offer of the Toronto plant was made in the latter part of 1915, and in May 1916 work began on the British Acetone Toronto plant. The microbiology and fermentation work at the Toronto plant was led by Horace Speakman, whose eye for detail led to a continual production of acetone that lasted for two years with the exception of two short periods when corn and coal was unavailable; 3,958 fermentations were inoculated with a failure of only 24 fermentations, mainly in the first period of production (Fig. 3). In the 27 months that the plant was active, it produced 2,450 tonnes of acetone and 4.900 tonnes of butanol, much more than the 225 tonnes of acetone per year it was asked to produce.
FIG. 3. FERMENTORS INSTALLED AT BRITISH ACETONE TORONTO
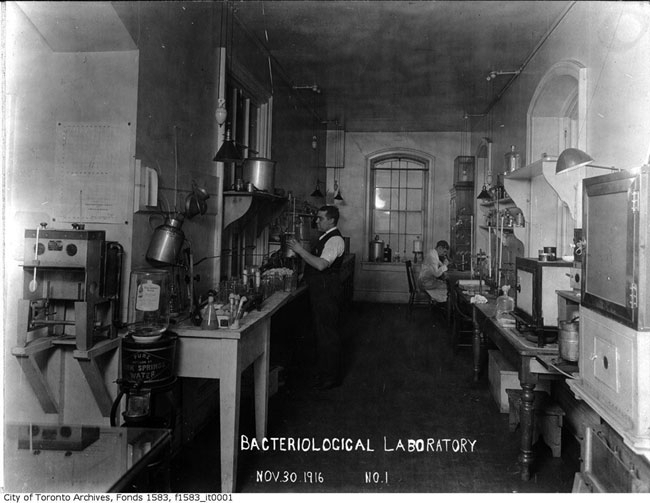
When the Americans joined World War I, the US Army decided to convert two distilleries in Terre Haute, Indiana, into acetone plants. Nathaniel Frutkow, the chief bacteriologist for plant number 1, received only six days training at the Toronto plant. For the second Terre Haute acetone plant, a more experienced clostridial bacteriologist was chosen, Fred Carter, Horace Speakman’s assistant bacteriologist at the Toronto plant (Fig. 4). After the war the Terre Haute plants were privatised and the successful Commercial Solvent Corporation was born.
FIG. 4. FRED CARTER AND HORACE SPEAKMAN IN THE BACTERIOLOGICAL LABORATORY AT BRITISH ACETONE TORONTO
Post War
Back in the UK, in 1923, the King’s Lynn plant was returned to the Synthetic Products Company and they restarted the plant to produce acetone using the Weizmann strain, but were subsequently sued for patent infringement by the owners of the Weizmann patent, the Commercial Solvent Corporation. The famous microbiologist Sir Frederick Andrews testified in the trial and concluded that strain 160 seemed to be identical to the Weizmann strain and was quite different to the inferior Fernbach butylic bacillus of the type Fitz. It was suggested that the 160 cultures had become contaminated with the Weizmann strain, which had been heavily used at the King’s Lynn site during World War I.
Interestingly, Christian Aage Thuysen a bacteriologist at the Naval Cordite site in Horton Heath, deposited two strains in the strain collection, which later became the NCIMB. One of the strains he submitted as Bacillus butyricus and the other as Strain Weizmann. Strain Weizmann has never been sequenced. But in 2011 the genome sequence of Bacillus butyricus was sequenced and published and shown to be almost identical to the type strain of Clostridium acetobutylicum, which is recognised as the same species as the Weizmann strain. The capability of the original butylic bacillus of the type Fitz to grow on starch, glycerol and produce propanediol indicates that it is most likely to be a strain related to either Clostridium diolis or C. butyricum.
Unfortunately, many of the strains used in the early days are lost to science, or their origin has been poorly documented. Hopefully, the genome sequencing of the remaining cultures will provide further insight into history of the clostridial acetone/butanol/ethanol process.
PREBEN KRABBEN
Head of Innovation, Green Biologics Ltd, 45A Western Avenue, Milton Park, Abingdon, Oxfordshire OX14 4RU, UK
[email protected]
FURTHER READING
Bud, R. (1994). The Uses of Life. Cambridge: Cambridge University Press.
Martin, G. (1913). Synthetic rubber. Knowledge Jan–Feb, 34–46.
Reinharz, J. (1985). Science in the service of politics: the case of Chaim Weizmann during the First World War. The English Historical Review CCCXCVI, 572–603.
Speakman, H. B. (1919). An example of industrial research in Toronto. University of Toronto Monthly, 313–316.
Underhay, F. G. (1926). Commercial Solvent Corporation v. Synthetic Products Company Ltd. Reports of Patent, Design, and Trade Mark Cases 46, 185–238.
Weizmann, C. (1915). Improvement in the bacterial fermentation of carbohydrates and in bacterial cultures for the same. British Patent 4845.